50lb Mörser mit Sattelwagen
Preußischer Mörser mit Sattelwagen um 1833
Am Ende des 18. Jahrhunderts trat die Steinbüchse ihren Platz dem Mörser ab. Die Konstruktion
der Mörser stützte sich weder auf eine bereits eingeführten Theorie noch auf systematisch
durchgefürte Versuche. Länge und Gewichte, auch Kaliber und Ladungen waren
bei den Artilleriekorps sehr unterschiedlich. Die Mörser wurden von Anfang an zu den schweren
Belagerungsgeräten gezählt und nur
zum Beschuss von befestigten Sellungen und Plätzen
sowie von Festungen eingesetzt. Dieses Waffensystem wurde ständig weiter- entwikelt und wird heute
noch bei den modernen Armeen der Welt eingesetzt.
Historische Abbildung eines Mortier-Wagens aus dem Jahr 1831
Auszug aus dem Orginal-Zeichnungssatz, daraus wurde von den Modellbauern mit hohem Aufwand ein eigener maßstabsgerechter Zeichnungssatz erstellt
In diesem Bild sehen Sie nun das fertiggestellte 3D-Modell, welches mit dem
Programm Inventor Konstruiert wurde.
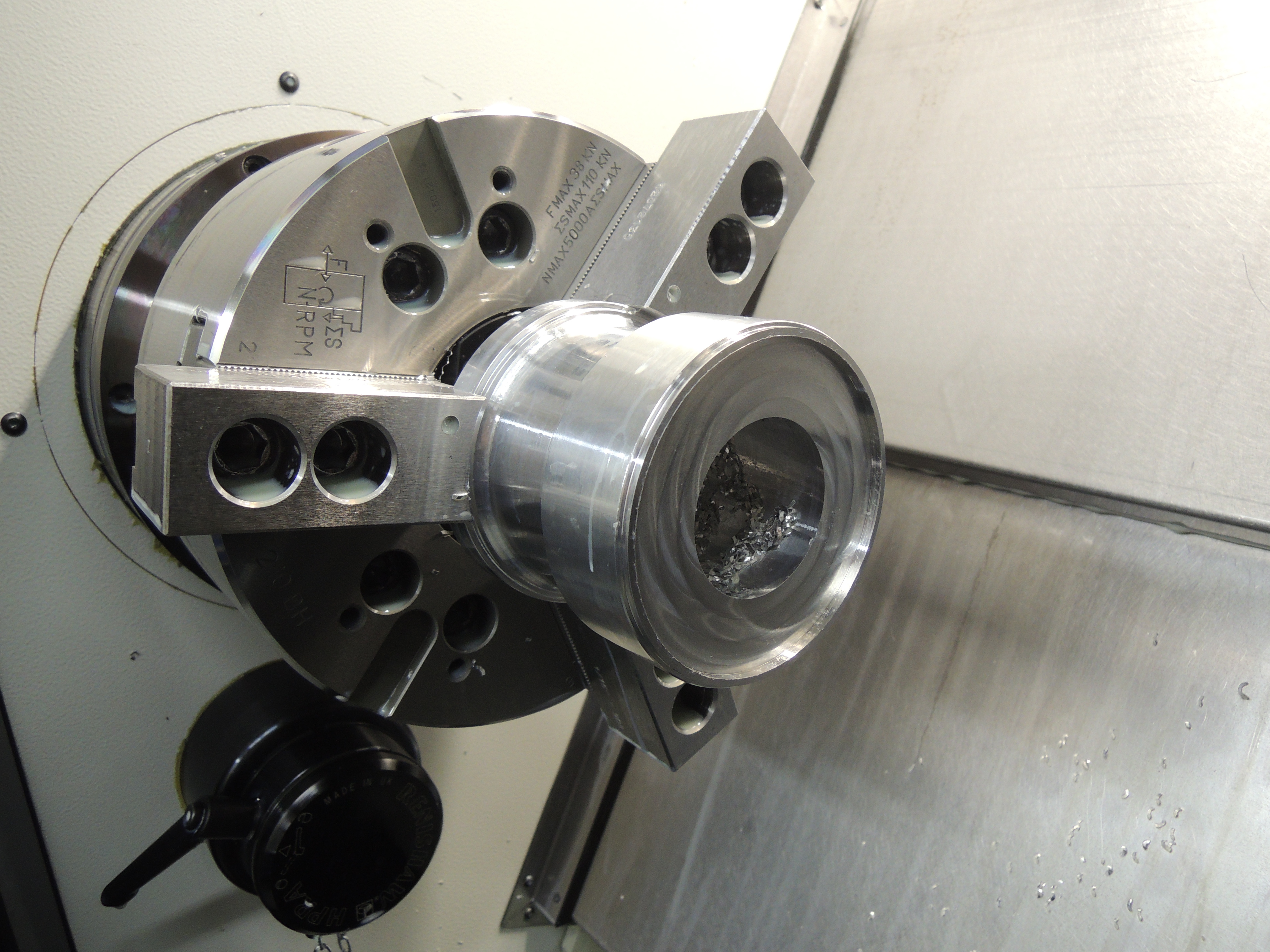
Nun begann am CNC-Drehbearbeitungszentrum die Fertigung des Mörsers aus einem Aluminium-Rundmaterial
Es wurde dabei ein besonderer Wert auf eine möglichst geteilgetreue Nachbildung der Konturen gelegt
Unter Verwendung von weichen Spannbacken konnte das Drehteil auf der bereits fertigbearbeiteten Oberfläche gespannt
und so die Innenbearbeitung vorgenommen werden
Eine technische Herausforderung war das stabile Spannen des Rundteils auf der CNC-Fräsmaschine
um die Durchgangsbohrung für die Achse einzubringen
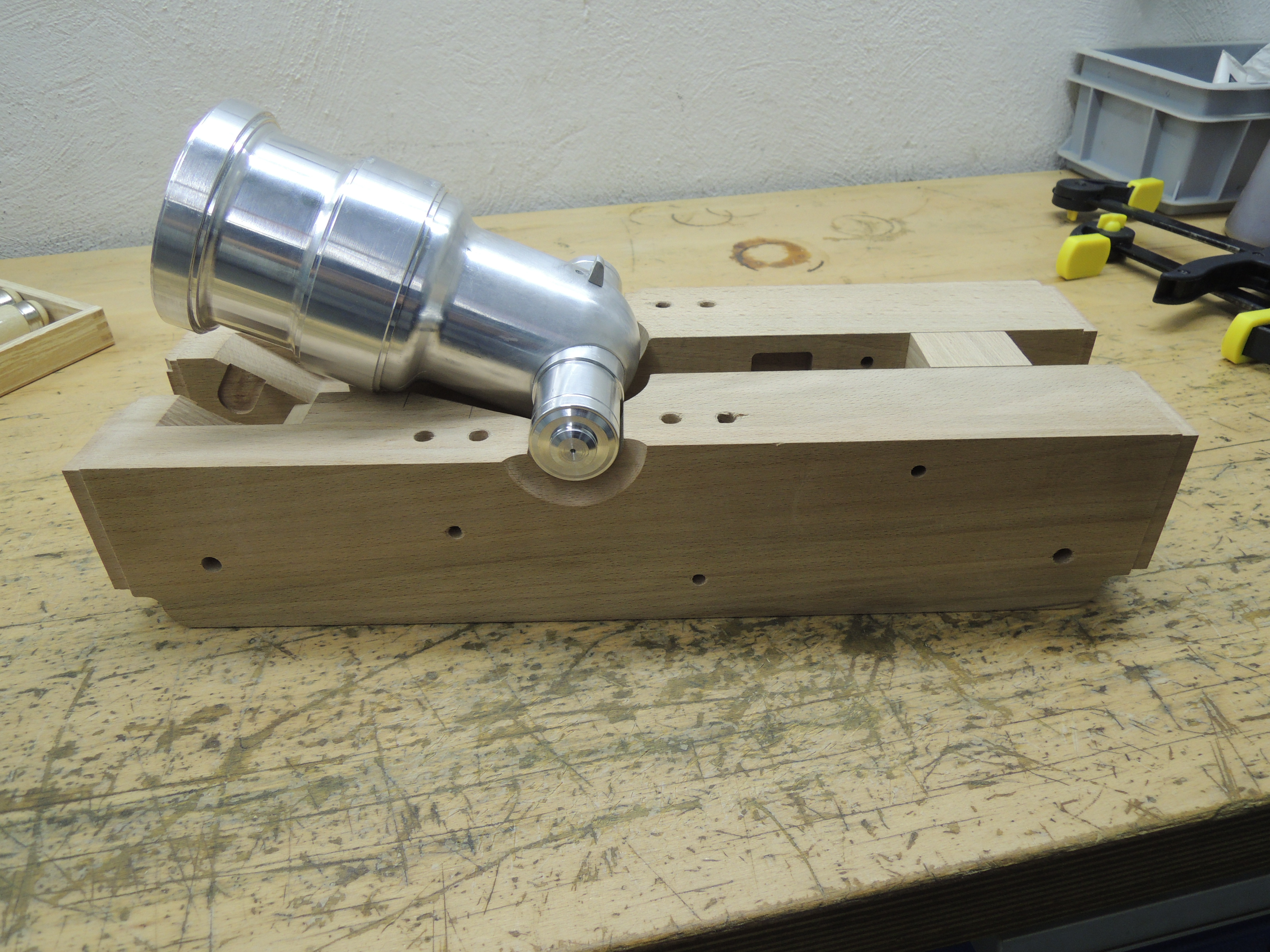
Hier können Sie das Zusammenfügen der einzelnen Bauteile sehen, welche nach der Passprobe
mit einem Spezialklebstoff fest miteinander verleimt wurden
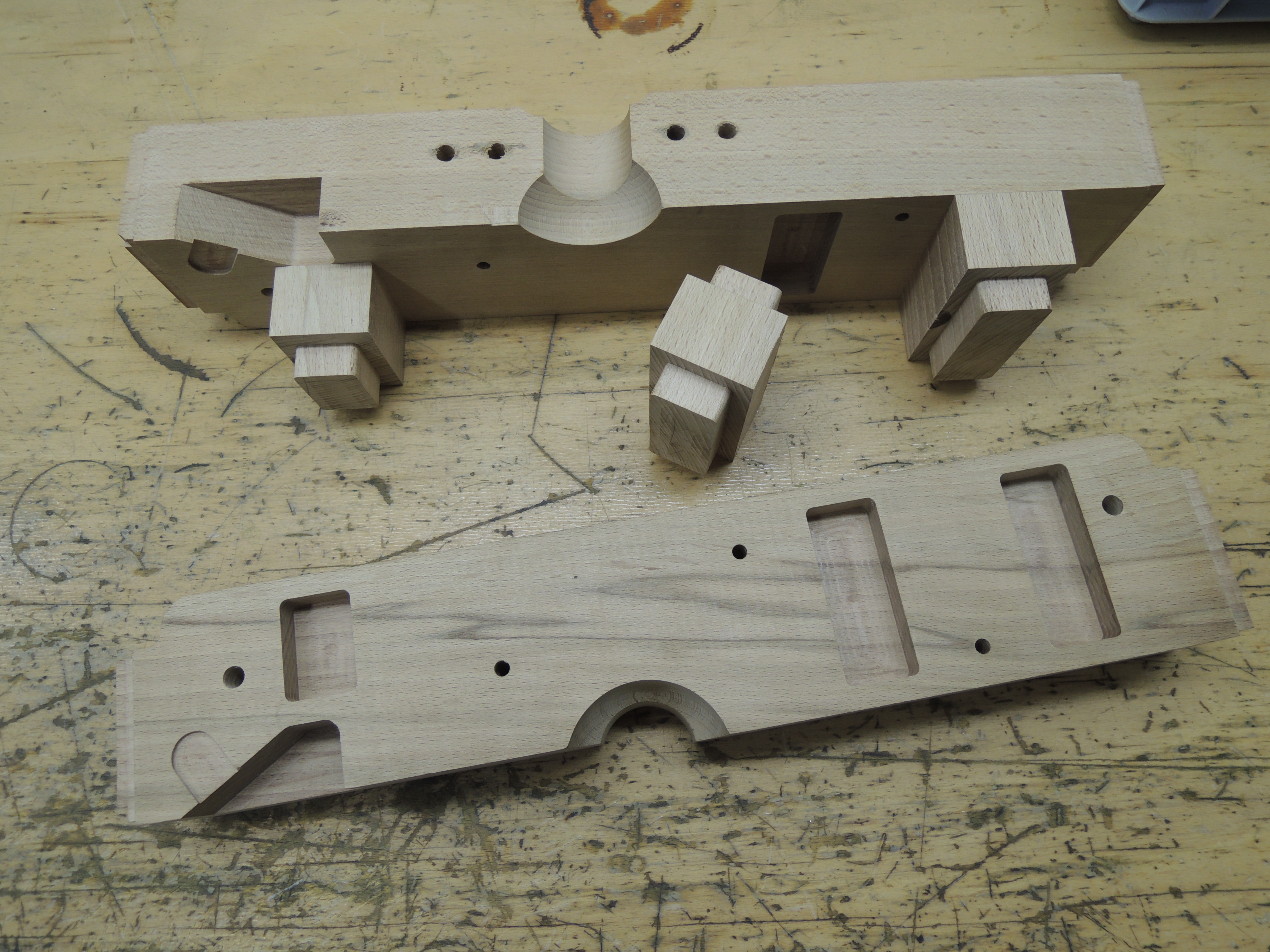
Die beiden Seitenelemente der Mörserlafette wurden auf unserer CNC-Fräsmaschine
gefertigt. Dazu wurden beide Teile Kopf an Kopf eingespannt und gleichzeitig bearbeitet, diese
Vorgehensweise setzt Vorkenntnise des Programmierens von CNC-Maschinen voraus
Im Anschluss wurden die Bohrungen zur Befestigung der Lagerhalbschalen eingebracht,
dabei diente ein Unterbau außerhalb des Schraubstocks zur zusätzlichen Abstützung der Teile
Die Distanzstücke zwischen den Seitenteilen mussten präzise gefertigt werden
um anschließend passgenau in die vorgefertigten Taschen eingepresst werden zu können
Jetzt ging es an die Feinarbeiten. Hier wurde mithilfe eines Stemmeisens die Freimachung im Schwenkbereich des Mörsers
nachbearbeitet. Dabei wurde großer Wert auf einen glatten und konturgetreuen Übergang gelegt
Nach dem Zusammenbau konnten erste Funktionstests erfolgen. Dabei wurde vorallem das seitliche Spiel der Drehlagergung geprüft